
厦门海正自动科技有限公司2007年成立于厦门经济区,本公司主要销售各种电子、电气产品及配件.是台湾FATEK永宏PLC可编程控制器在大陆的一级代理商及销售深圳威纶通各种威纶触摸屏. |
|
永宏PLC 值得您信賴的品牌 |
|
 |
 |
|
|
|
|
|
|
|
 |


业务电話: 0592-5337726
0592-5337728
联系传真: 0592-5337738
陈先生: 13328315236
邓小姐: 13860161134
技术热线: 0592-5337731
在线SKYPE: HZ-SALES726
QQ技术群: 30812609



0592-5337728
联系传真: 0592-5337738
陈先生: 13328315236
邓小姐: 13860161134
技术热线: 0592-5337731
在线SKYPE: HZ-SALES726
QQ技术群: 30812609
海正首页 >> 工程案例 >> {威纶触摸屏}WEINVIEW HMI在卷染机上的应用
{威纶触摸屏}WEINVIEW HMI在卷染机上的应用
作者:海正科技 | 2024-4-18
系统组成:
卷染机专用控制器一台、通用PLC一台、触摸屏一台、矢量变频器两台、编码器两个、霍尔传感器四个、配套低压电器
系统特点:
本系统采用张力闭环与速度闭环控制方式,同时加载了针对张力的专用算法。使卷染机真正达到恒张力,恒线速度,可以零张力(掉布)启动,零张力正常运行。
第一部分 卷染机控制器的特征介绍
★四路高速计数器
1、 基本功能:
CH0:X20+,X20-
CH1;X21+,X21-
CH2:X22+,X22-
CH3:X23+,X23-
作为四个独立计数器使用时,计数频率达到30K;
作为两个AB相计数器使用时,计数频率达到30K。
输入脉冲符合5V差动电平。
2、相关参数:
输入参数:
预置值:为设置计数器当前值准备数据,共计三个字的计数范围,有符号数。
预置值有效信号:将计数器当前值修改成预置值。信号有效时间大于10ms。
计数使能信号;当为1时,允许计数;当为0时,不允许计数。
计数方式控制:单双相计数选择。0为单相计数,1为双相计数。
CH0和CH1可组成AB相;
CH2和CH3可组成AB相。
当CH0选AB相时,CH1使能信号清除;当CH2选为AB相时,CH3
使能信号清除
计数方向控制:当选为单相时,0表示加计数,1表示减计数。
输出参数:
累计脉冲数PT:三个字计数范围,有符号数。
瞬时频率f:用于频率测量。更新速度20ms/次。
平均频率ω:用于频率测量。更新速度20ms/次。
★两个专用函数(内部参考)
1、“静态转矩测量”函数(过程函数)
功能:
测量不同速度下的静态转矩.,生成对应稳态力矩表格,方便运行时查表。
应用:
用此函数获取不同速度下的静态转矩。
2、“转动惯量测量”函数(过程函数)
功能:
用于测量卷染机旋转物体的转动惯量J.
应用:
测量空辊和满辊的转动惯量
★ “转动惯量动态分配”函数(数学函数)
功能:
卷染机在转动过程中,半径在不断变化,因此,必须获取运行时的动态惯量,用于调节时补偿。
J=J0+k*Jbmax
J0:空辊惯量;Jbmax:****半径时,布的惯量。k:动态分配系数。
本函数用来计算动态分配系数k.
应用:
在一个扫描周期中允许重复调用.,同时应用于A辊和B辊的惯量计算。在运行时使用。
★ “不同速度不同半径下的静态力矩的计算”
直接用梯形图浮点数运算;
★ 来自低层的实测变量:
①. A辊角速度ωa ;
②. B辊角速度ωb ;
D5004---D5007指定角速度位置.对应CH0---CH3。
如用AB相,则A相角速度=D5004,B相角速度=D5006。
角速度单位是P/S,即每秒脉冲个数,角速度刷新时间20ms。
★ 卷染机单机工作流程;
S3--------------测试阶段;
目的:获取静态力矩和转动惯量。
S4--------------上下布阶段;
稳速(线速度)进布;
内外两辊可联可分:每辊可独立进行上下布。
点动/连续任意选取:
S5--------------启动阶段;
目的:此过程为低速,完成平稳加力或保力,测量摩擦力等参数。
S7----------运行阶段,系统正确获取参数后,可以在预知情况下,无论快速升速,降速,或稳速时,都能维持布面张力的恒定。
S8----------系统低速稳定停车,并至规定位置。
S9----------出布程序段。
S10--------控温程序。
★卷染机控制器的网络结构及功能
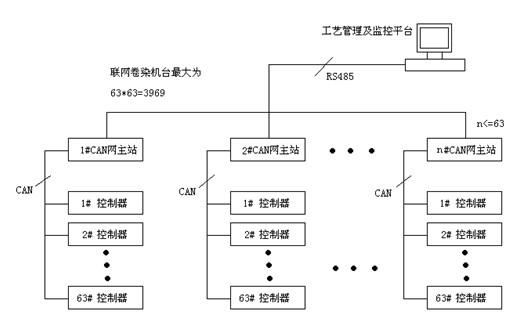
每一台卷染机配一台控制器,因此网络结构可以连接3969台卷染机。工艺管理和设备状态监控均可在网络平台上执行。
网络功能:
l 监视每台卷染机的工作状况。
l 下载相关工艺参数。
相关说明:
每台卷染机所配的控制器,均已有现场总线接口,无须再配置通信模块;
卷染机上的控制器均是现场总线从站,从站地址和通信速率可设,但通信速率必须与主站一致。
组建网络时,63台卷染机配一个CAN主站,CAN主站可选通用EC-08M08R即可;网络增加时,CAN主站数目增加;多个CAN子网并行工作,通信效率与一个子网相同。
用一台计算机通过RS485连接各CAN网主站;如只一个CAN子网可用RS232连接。
第二部分 卷染机的界面简介
主操作画面一
主操作画面二

系统参数查看画面一

系统参数查看画面二

测试画面

第三部分 卷染机控制柜及现场



2006-2013 永宏PLC經銷商-廈門海正自動化科技有限公司 閩ICP備16023001号-1
聯系電話:0592-5337726 5337727 5337728 傳真:0592-5337738 技術服務:0592-5337731
聯系地址:福建省廈門市火炬高新区火炬路7-11号(光业东楼)四楼401室 郵編:361000
聯系電話:0592-5337726 5337727 5337728 傳真:0592-5337738 技術服務:0592-5337731
聯系地址:福建省廈門市火炬高新区火炬路7-11号(光业东楼)四楼401室 郵編:361000

